Recently added
No products
Product successfully added to your shopping cart
There are 0 items in your cart. There is 1 item in your cart.
-
 PRODUCTS A-Z
PRODUCTS A-Z
-
 E3Hallbrook
E3Hallbrook
E3Hallbrook Ergonomic Packaging stations
E3Hallbrook Pallet Wrappers
-
 STRAP
STRAP
Hand Tools, Manual, Pneumatic, Battery, Strap Wagons
Semi Automatic Strapping Machines & Strap Materials
Automatic Strapping Machines bottom or side seal
Fully Automatic Strapping Machines
Trade Groups - The BEST STRAP machines suited for each Trade
-
 WRAP
WRAP
E3 Wrap 2100 Series
Hand Wrap & Top film dispensers
Semi Automatic Pallet Wrappers
Automatic Pallet Wrappers
Fully Automatic Inline
-
 BAND & TIE
BAND & TIE
Banding Tape per Machine Type
Banding Machines
-
 SEAL
SEAL
Impulse Sealers Manual
Automatic Impulse Sealers
Pharmaceutical & Food Sealers
Mechanical Bag and Sack closing
Bags and Tube film for sealing
-
 SHRINK
SHRINK
Shrink Film & Manual Tools
Shrink Machines Semi Automatic
Shrink Packaging Machines Fully Automatic
-
 AUTOMATION
AUTOMATION
Robotics & AGV
Conveyors & Support equipment
-
 VFFS & WEIGH
VFFS & WEIGH
Multihead & Linear Weighers
Vertical Form, Fill, Seal Machines - VFFS
Fillers, Rotary, Vacuum
Complete Packaging Lines
Support Equipment Packaging Lines
-
 BOX
BOX
Carton Closing & Sealing
Cardboard, Tape, Carton boxes
Carton and box forming
-
 MATERIALS
MATERIALS
Packaging Materials
-
-
-
 PRODUCTION
PRODUCTION
Packaging Materials
-
 PARTS
PARTS
Hallbrookcomponents.com - Sal-Tech Spare Parts Website


 E3Hallbrook Ergonomical
Packaging Tables & Solutions
E3Hallbrook Ergonomical
Packaging Tables & Solutions E3Hallbrook Standard Pallet
Wrappers
E3Hallbrook Standard Pallet
Wrappers E3Hallbrook Special Project
Based Pallet Wrappers
E3Hallbrook Special Project
Based Pallet Wrappers Manual for PP, PET and WG
strap
Manual for PP, PET and WG
strap Battery tools for PET and
PP
strap
Battery tools for PET and
PP
strap Pneumatic tools for PP and
Steel strap
Pneumatic tools for PP and
Steel strap Strap wagons PP, PET, WG
and
steel strap
Strap wagons PP, PET, WG
and
steel strap Steel Strapping Hand
Tools
Steel Strapping Hand
Tools Pallet strap rods
Pallet strap rods Steep Strap Cutters
Steep Strap Cutters Batteries for Battery
Tools
Batteries for Battery
Tools Semi Automatic strapping
machines
Semi Automatic strapping
machines E3 Hallbrook Ergonomic
strapping solutions
E3 Hallbrook Ergonomic
strapping solutions Pallet strapping
machines
Pallet strapping
machines Side seal strapping
machines
Side seal strapping
machines PP Strap materials
PP Strap materials PET Strap
PET Strap Steep Strap
Steep Strap WG Strap
WG Strap Strapping Machines with
Arch
for 9-12-15,5 mm PP Strap
Strapping Machines with
Arch
for 9-12-15,5 mm PP Strap High Speed 5-6 or 9 mm PP
strap
High Speed 5-6 or 9 mm PP
strap Side seal machines PP
Strap
Side seal machines PP
Strap STEP ZD-08 Table Type Mini
Automatic Strapping Machine
STEP ZD-08 Table Type Mini
Automatic Strapping Machine Full Pallet Bargins for
Strap
Full Pallet Bargins for
Strap High speed transit 5-6 or
9mm PP straping machines
High speed transit 5-6 or
9mm PP straping machines Transit PP strapping
machines 9, 12 or 15,5 mm
Transit PP strapping
machines 9, 12 or 15,5 mm Pallet Strapping
machines
Pallet Strapping
machines Project Strapping
Machines
Project Strapping
Machines Fishing and Food
Industry
Fishing and Food
Industry Corrugated industry,
Strapping Machines for
Corrugated industry,
Strapping Machines for Printing Industry
Printing Industry E3 Wrap 2100 Semi Automatic
Pallet Wrapper
E3 Wrap 2100 Semi Automatic
Pallet Wrapper E3 Wrap 2100 Series Special
Applications and Options
E3 Wrap 2100 Series Special
Applications and Options Hand Film Dispenser For
Hand
Film
Hand Film Dispenser For
Hand
Film Top Film Dispensers
Top Film Dispensers STEP Semi-Automatic
Turntable Pallet Wrapper
STEP Semi-Automatic
Turntable Pallet Wrapper STEP Robot Pallet
Wrappers
STEP Robot Pallet
Wrappers STEP Automatic Pallet
Wrappers with Remote Start
STEP Automatic Pallet
Wrappers with Remote Start Fully Automatic Pallet
Wrapping Lines
Fully Automatic Pallet
Wrapping Lines Stretch Hood Pallet
Wrapping
Stretch Hood Pallet
Wrapping Horizontal Wrappers
Horizontal Wrappers Banding Materials
Banding Materials Banding Machines Table
Top
Banding Machines Table
Top STEP M-Series Banders Tape, Label, Stretch, and Automated Stacker Machines
STEP M-Series Banders Tape, Label, Stretch, and Automated Stacker Machines STEP String Tiers
STEP String Tiers String for Tying
String for Tying Portable Sealers
Portable Sealers Hand Impulse Sealers
Hand Impulse Sealers Foot Stand Sealer
Foot Stand Sealer I-Bar Impulse Sealers
I-Bar Impulse Sealers Automatic Impulse
Sealers
Automatic Impulse
Sealers Band Sealers
Band Sealers Pharmaceutical Sealers
Pharmaceutical Sealers Tube Film on rolls
Tube Film on rolls Packaging of Food
Packaging of Food Sack Tiers, Drill Tool
Sack Tiers, Drill Tool Bag and Sack closers with
tape
Bag and Sack closers with
tape Bag Closing Machines with
Sewing
Bag Closing Machines with
Sewing Thread for Sewing
Machines
Thread for Sewing
Machines Sack & Bag closing
lines
with sewing machines
Sack & Bag closing
lines
with sewing machines PE Bags for Sealers
PE Bags for Sealers Aluminum Vacuum Bags
Aluminum Vacuum Bags Polyolefin Shrink Film
Polyolefin Shrink Film PE Shrink Film
PE Shrink Film Heat Shrink Guns
Heat Shrink Guns Skin Packaging
Skin Packaging Shrink Packaging Machines
& Systems
Shrink Packaging Machines
& Systems STEP AGV Solutions
STEP AGV Solutions STEP Robotics, Robots &
Grippers
STEP Robotics, Robots &
Grippers Belt Conveyors
Belt Conveyors Vibrators, Product feed
& sorting
Vibrators, Product feed
& sorting Vacuum Lifting &
Handling Systems
Vacuum Lifting &
Handling Systems Telescopic Unloading
Conveyors & Systems
Telescopic Unloading
Conveyors & Systems Weighing Scale - Pallet
& Platform Scales
Weighing Scale - Pallet
& Platform Scales Multihead Weighers
Multihead Weighers Mini Table Top Weighers
Mini Table Top Weighers VFFS Packaging Machines
VFFS Packaging Machines Doybag Packaging
Machines
Doybag Packaging
Machines Flow Pack Machines
Flow Pack Machines Rotary Fillers
Rotary Fillers Vacuum/Gas Horizontal Flow
Packaging
Vacuum/Gas Horizontal Flow
Packaging VFFS Packaging Lines
VFFS Packaging Lines Conveyors for Multihead
& VFFS packaging lines
Conveyors for Multihead
& VFFS packaging lines Carton Closing
Carton Closing Tape Dispensers
Tape Dispensers Tapemeter
Tapemeter Tapes and Adhesive
Rolls
Tapes and Adhesive
Rolls Protection in Rolls
Cardboard-Bubble-Foam
Protection in Rolls
Cardboard-Bubble-Foam Manual and Pneumatic
Staplers
Manual and Pneumatic
Staplers Carton Erectors
Carton Erectors Document Pouches
Document Pouches Protection in Rolls, foam,
card board
Protection in Rolls, foam,
card board PP, PET, Steel strap, WG
strap
PP, PET, Steel strap, WG
strap Cardboard Boxes
Cardboard Boxes Stretch film & Hand
wrap
film
Stretch film & Hand
wrap
film Shrink film
Shrink film Topfilm for paller
Topfilm for paller Strings for Packaging
Strings for Packaging Bags for Packaging
Bags for Packaging Seals, metal buckels and
plastic buckles
Seals, metal buckels and
plastic buckles Banding tape
Banding tape Kraft Paper, Fidele,
Packaging Paper
Kraft Paper, Fidele,
Packaging Paper Film knives and Clips
removers
Film knives and Clips
removers Corner and Edge
Protection
Corner and Edge
Protection Manila labels, Manila clips
& Rubber bands
Manila labels, Manila clips
& Rubber bands Labels for Packaging
Labels for Packaging Packaging Tapes
Packaging Tapes Production Machines for
Sample Making
Production Machines for
Sample Making Battery for Battery
tensioners and sealers
Battery for Battery
tensioners and sealers Used Packaging Machines
Used Packaging MachinesBANDING
Get the best out of the BANDING process.
What it can and what it can´t
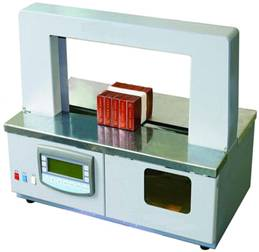
Typical equipment for banding:
 |
 |
 |
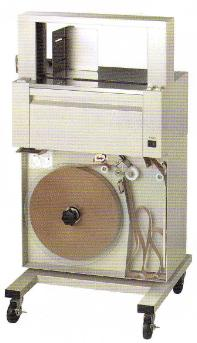 |
| Automatic STEP Band 800 |
Automatic STEP Band 1000 |
Automatic STEP Band 1100 |
Automatic STEP Band 1200 |
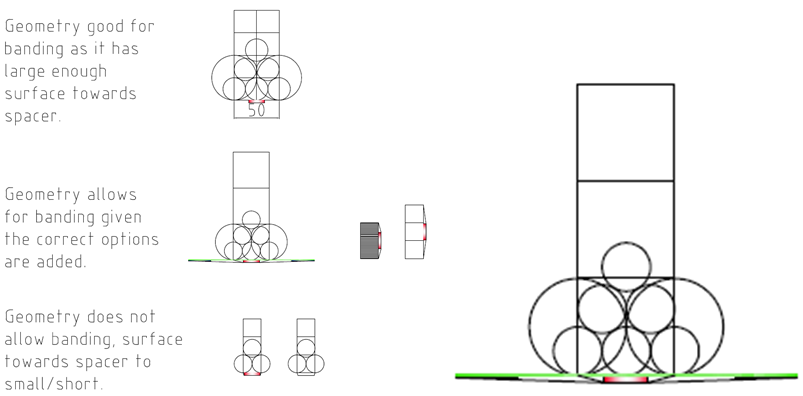
Process: With the banding process you place a paper or film tape around your product. This tape is either heated welded or ultrasonic, there by holding the product. Banding can only be done automatic or fully automatic. Before banding, you have to place your product, if it is 1 unit or many items the final position must be present before the banding is made and this position must be geometrically stable (see the article on geometrical stability in packaging). In order to make a good banding the product must have enough surface towards the banding spacer/surface, so when the tape is tightened it can release. You can band both hard and soft products within limitations. The area towards the spacer surface must be above 50mm and flat. Banding is great for a product that has little strength, using banding you can use zero tension just placing the tape around your product and you can tension up to about 18 kg depending on the machine.
In connection with the process different equipment can be used:
- Manual:
Paper wrap this closed with tape, for this you need no machine or equipment. - Semi-Automatic:
Only support equipment in connection with production done individually exists. - Automatic:
General: Ring banding is not possible, but Sal-tech Easy Packaging has some solutions for this task using open/closing arches making it possible. Product size is limited to arch size and if the product has to be turned inside the arch the diagonal.- Banding machines feed the tape automatically. There are 2 main forms:
- The tape is pushed up in a loop form and is then ready for banding. No product can be inside the machine while the tape is set ready. On start, the tape will be pulled back for tension and then welded and cut. Tension from few kg/gram up to about 18 kg max. Example on this kind of machine is STEP Band 800.
- Banding machines that shoot the tape around in the arch and on start open the arch and pulls back the tape back around the product for tensioning and welding. Example on this kind of machine is STEP Band 1000, STEP Band 1100 or STEP Band 1200.
Typical products having been banded: - Banding machines feed the tape automatically. There are 2 main forms:

- Fully Automatic:
General: Ringbandingiernot possible, but Sal-tech Easy Packaging has some solutions for this task using open/closing arches making it possible. Product size is limited to arch size and if the product has to be turned inside the arch the diagonal.- Tajcosolution: Exhaust tale pipe fix to the cardboard back cover using band tape for sewing the tale pipe to the back board. Fully automatic solution, with capacity up to 16-20 per minute.

- Novo Nordisk. Problem small surface towards spacer that comes upright standing on a Møller & Davidconautomatic line for packaging of insulin pens. Solution: Side turned machine.

- Problem: Graphic product that consists of down to 2 pieces of A4 paper that should be banded with tape. Solution: Tension all you can against forming plates that can be adjusted according to the product, here by the tape is “broken” around the edge and afterwards it can hold the 2 piece of paper together.

- Tajcosolution: Exhaust tale pipe fix to the cardboard back cover using band tape for sewing the tale pipe to the back board. Fully automatic solution, with capacity up to 16-20 per minute.
Project specified and more advanced banding solutions according to trade can be made as project solutions.
Tape Types:
- Paper tape:
- PW ”Paper White” or PB ”Paper Brown”, 70, 80 or 90gram/m2 with polypropylen coating 1 or 2 sides, typically about 20my, width 20, 30, 40, 50mm.
- Film tape:
- FTN types for use with Ultra Sonic welding, PolyPropylen, 125-135my milky look clear or colour, good for printing 1 to 8colors, width 15, 20, 30, 40, 50mm.
- PEHD types for use with Ultra Sonic welding, Low DensityPolyEthyen 80- 85my very clear, width 15, 20, 30, 50mm.
- FTB types for use with heat sealing, PolyPropylen, 90, 100, 110my, witdh 20, 30, 40mm.
- FWG types for use with Ultra Sonic welding,foamedPolyPropylen, 120, 170, 210my, white silver look, good for printing 1 to 8colors, width 15, 20, 30, 50mm.
Coil types:
When ordering it is important to know which machine the tape is being used for. Inside core diameter Ø40, Ø50 or Ø76, width of the tape, 15, 20, 29, 30, 40, 47, 50 and more.

Environmental conditions:
PP and LDPE material has components are of special interest as they often are heat welded:
| PP or LDPEHomopolymere | approx. 97 % |
| Chalk | approx. 2-3 % |
| Colorpigmentnon toxic | approx. 1-2 % |
Toxic and chemical reactions:
Polypropylene and Polyethylene are chemically and biologically inactive.
Polypropylene and Polyethylene can be used in contact with foodstuff.
Physical contact:
No risk, except mechanical.
Welding of PP and LDPE material:
It is recommended to keep the working area well ventilated at all times. In welding with temperatures below 150°, smoke and damp will be minimal and harmless.
Both PP and LDPET can be ultrasonic welded, without the need to have ventilation. The welding fumes are kept within the welding zone.
The risk of fire:
When polypropylene is heated in the air the material will melt at approx. 165 - 170° and decompose will start at 300° giving low molecule hydrocarbons. It will self-ignite at 380°.
Burning:
Controlled burning is recommended. If ignited, the material will continue to burn, even if the ignition source is removed. Decomposition products from burning are H20 and CO2. If burned with low presence of oxygen, then it will produce a mono oxide, that is toxic.
Reuse:
As one would reuse paper, PP and LDPE materials in general.
Related areas:
Strapping with strap, which is welded or sealed with seal.
String tying that uses plastic, rubber, viscose to tie and hold the product.
Written by:
Gunnar Salbæk
CEO/Industrial Design with 20 years of experience in the field.